非热压罐碳纤维预浸料的初学者指导
Part 1

该指导教程的解释
制作复合材料制件的最先进技术之一,是使用碳纤维预浸料增强物,在高温和压力条件下成型优质制品,其表面质量高,树脂含胶量低以及优异的结构性能。
未固化的碳纤维预浸料,手工操作与裁剪非常方便,并且严格地贴合模具表面;特别对于较小的复杂产品,可能用其他工艺如手糊、真空袋成型或导流难以制作,则预浸料成型工艺更加适合。材料可以在样板上方便且精确的裁剪,意味着材料可以有效的被利用; 相比其他工艺,显著减少材料浪费。预浸料铺层,也非常清洁的并且没有气味的。
尽管预浸料生产工艺有诸多优点,但常常被人误解,某些较小的复合材料公司或个人不予考虑或抵触该工艺,因为他们没有意识到在正确的材料和指导下该工艺仅需极少的专业设备就可以被掌握和运用。该指导将告诉你如何去实现。
预浸料介绍
说明是预浸料?
预浸料,预先浸渍了活性树脂的碳纤维等复合材料增强物的命名。使用的树脂体系一般是环氧树脂,在材料生产阶段已经混合了其固化剂,然后再浸渍到干的纤维织物上,而制作成预浸料。
用预浸料制作复合材料制件的最常用方法是,在模具上铺层未固化的预浸料,然打真空袋压实,然后再铺预浸料,最后放入热压罐或烘箱中进行固化。因为热压罐超出了个人和大多数小企业的预算,所以在烘箱(即非热压罐)中固化预浸料时有效且方便的途径,绝大多数人都可以使用预浸料技术了。
保质期和活化寿命
预浸料中特殊配方的环氧树脂,在常温下的固化过程是非常缓慢的(通常几个星期),而在冷冻温度下(典型为-20°C)其固化几乎是停止的。预浸料在常温下发生局部明显固化之前的一段时间,称为材料的活化寿命;而预浸料在冷存贮条件下可存放的时间,称为材料的保质期。
操作预浸料
在常温下,预浸料的树脂的粘度非常高,尽管未固化,也非常容易操作。因为预浸料的硬度,所以有时候人们称之为干碳,尽管这样的称呼容易让人混淆。
粘性水平
特定树脂系统常温下的粘度和其他特性,决定了预浸料的粘性。较粘的预浸料,操作较粘手,但很容易粘在模具表面上。粘性很低的预浸料,操作比较方便,但是不容易贴在模具表面上。
固化预浸料
预浸料树脂,在高温即固化温度时,才会真正开始反应和固化,这就是为什么预浸料必须需要在烘箱中固化的原因。预浸料一般的固化温度,从60°C 到 180°C不等;非热压罐预浸料的最常见的固化温度在100°C左右,使用家用或商用的烤箱或其他类型的烘箱比如烤漆炉,就可以很容易达到这个温度。尽管烘箱内没有抽真空的管路也可能成功固化预浸料产品,而然有真空管路的话会更好。
开始
与许多复合材料工艺一样,成功制作碳纤维预浸料产品的关键是使用正确的材料和技术。改变某些材料隔离膜或脱模剂或碳纤维预浸料,可能会对结果产生较大的冲击,因此我们建议为了达到最佳效果,特别第一次,最好使用我们列出的所有材料。
前提条件
我们的非热压罐预浸料成型工艺,仅需要烘箱来成型产品,以及模具和一些基本的工具。
固化烘箱
遵循本指导,必须有一个烘箱,可以设定保温至100°C 。烘箱可以是家用或商用的烤箱或其他类型的烘箱比如烤漆炉或者专业的烘箱。最重要的事情是,烘箱是安全可靠的,并可以加温并保温至需要的温度。
你将制作的产品尺寸最大不能超过烘箱的内部尺寸,所以如果你使用一般的家用烤箱,那么你只能制作较小的产品。当你要发展预浸料使用的时候,你可以升级或增加精良的设备,但是在刚开始的时候,绝大多数的烘箱都可以满足要求的。
尽管在烘箱侧面开孔有真空管路保持产品固化时一直抽真空不是必要的,但是这是非常有利的(也是标准的做法)。如果做不到一直抽真空,那么必须保证真空袋在烘箱外被完全抽真空的并且是完全密封的。同样重要的是,不能在固化过程中真空袋产生漏气而导致失去真空压力。
模具
因为在本操作指南中使用的预浸料需要加温至100℃而固化,因此模具能够抗高、抗扭曲、抗衰变是必不可少的。该预浸料是环氧树脂体系,需要与模具材料互相兼容。因为这两个原因,传统的聚酯模具不适用于制作碳纤维预浸料产品,所以不使用。模具可以由高温环氧树脂、金属(如铝、不锈钢)或者高温乙烯基树脂制成,如本公司的Uni-Mould通用模具系统。
如果对模具有疑惑,我们会推荐Uni-MouldTM通用模具系统,因为它良好的兼容性、低成本和表面光亮等优点。出于这个目的,我们此次指导将使用Uni-MouldTM通用模具。
工具
-使用预浸料,你还需要以下工具:-
马克笔
材料& 设备
为了确保用非热压罐碳纤维预浸料尽可能制作出最好的产品,我们将仔细的从Easy Composites范围中选择材料等。

Easy Composites的 Easy-Preg 表面层预浸料,仅在一面有一层特殊的树脂膜,将贴合模具表面。
大部分预浸料在热压罐的高压下固化,这种条件下可以做出非常好的、表面光洁并且无针孔的产品。遗憾的是,同样的预浸料,当在烘箱中真空加压时,制作出的产品表面会留下针孔,大多数人都不会接受这样的效果。出于这个原因,Easy Composites的目的在于开发‘Easy-Preg’非热压罐表面层预浸料作为产品的表面层。这种特殊的预浸料,一面是一层胶膜,可以与模具表面全面紧密的贴合,另一面是一层干织物,以便在真空下可以完全去除空气。该表面层预浸料,再与本公司的Vari-Preg体积层预浸料相结合使用,该完全透明的树脂体系将进一步提升产品的表面质量。
这种特殊的预浸料组合完全可以实现只有真空加压和烘箱固化,就可以完成专业品质的碳纤维制品。
在这个项目中,我将只使用一层240g Easy-Preg 表面层预浸料和一层400g Vari-Preg体积层预浸料。 这样,制品的厚度大约在0.75mm左右,对于大多数非结构件和次级承力件比如管件、内饰件、盒体和覆盖件来说是理想的厚度。需要更厚的或较承力的制品,则继续增加体积层预浸料到达需求的厚度。
材料:
- Easy-Preg 240g 表面层碳纤维预浸料
- Vari-Preg 400g 体积层碳纤维预浸料
- 无孔隔离膜
- 真空袋薄膜
- 密封胶带
- 透气毡
- Easy-Lease化学脱模剂
设备:
- 复合材料真空泵
- 真空嘴
- 8mm ID 硅胶管
- 2x 8mm ID 倒钩接头
为了简单可行地开始碳纤维预浸料层压技术,我们上面提到的所有材料和设备都包含在我们的碳纤维预浸料成型套装中。
一步一步的说明
- 模具准备
- 创建裁剪样板
- 裁剪预浸料
- 铺设表面层预浸料
- 铺设体积层预浸料
- 隔离膜
- 透气毡
- 真空袋
- 固定真空嘴
- 完成真空袋
- 抽真空
- 真空泄露试验
- 放入烘箱进行固化
- 脱模

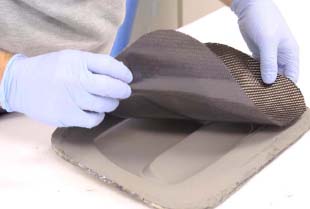
下面的整个指导过程,你将看到两个不同产品的照片;这两个产品来自我们的制造部门Carbon Mods的内部实际产品,一个是12”的引擎盖进气口,另一个是50mm的进气导管。引擎盖进气口是相对平坦且有清晰拐角的型面;而进气导管是非常起伏的型面,可展示预浸料容易的贴合复杂的形状。这两个产品,用其他工艺技术都是比较困难或难以实现的。
1. 模具准备

Easy Composites的 Easy-Preg表面层预浸料,其中一面有一层树脂膜,贴合在模具表面
除了确保你将用到的模具是用适合的材料制作的,模具准备工作与其他工艺大致相同。
因为固化温度大约为100℃,所以使用在此温度下有效的脱模剂是非常重要的。大多数脱模蜡在此温度下都不能使用,所以我们不建议这种预浸料工艺中使用脱模蜡。而应该使用像Easy-Lease这样的化学脱模剂。确保模具清洁无污染。根据产品的使用说明书使用。
2. 创建裁剪样板
使用预浸料,一个显著的优点是,特定的产品材料可以很精确的从成卷包装材料上裁剪,以致最低限度减少浪费。方法是做一个用于裁剪材料的样板。对于一个特定的产品,你只需要创建一个(或一组)样板;当你做同样产品的时候,这个精确的样板会让你的工作变得更简单。
可以用很多种方法制作裁剪样板。第一种方法是,用一块大的预浸料铺到模具表面上,根据需要先软化并且拉平直到完全覆盖模具,再裁剪掉一圈多余部分;然后将材料从模具上揭下来,再次使它平整,在一张硬纸板或者相似材料上描出它的边缘,保存起来以便以后使用。

一种较柔软的材料比如Coremat强芯毡,可用于制作裁剪波浪型面的样板
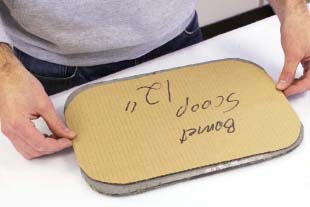
简单的型面比如引擎盖进气口,可以用一张硬纸板简单的制作裁剪样板.
另一种方法,也可以用有延展性的织物(比如薄的Coremat强芯毡)来制作样板,该材料可以在模具表面被拉伸铺平整,并且可以切割或被标记成最终的产品尺寸。这种软的样板可以直接使用,也可以转移到更耐用的材料上。对于简单形状,用纸板就可以很容易制作。

这个特写的镜头(在稍后的指导中),确保体积层预浸料比表面层预浸料稍微小一点,使得表面层的排气通道是畅通的。
大多数情况下,铺设表面层预浸料要比体积层宽几毫米。这样做的目的是为了确保表面层的真空路径,Easy-Preg表面层预浸料的特殊干燥面不会完全埋在内部,确保产品在打真空袋时,任何滞留的空气可以被除去。在实际应用过程中,表面层不需要总是比体积层宽。但目的是为了做出一个更好更重要的表层,通常可以在预浸料上简单的画出比模板稍宽的表面层,而不需要为表面层做一个单独的裁剪样板。
3. 裁剪预浸料
制作样板之后(或多张样板),将其转移到预浸料。如果预浸料放在冷库里,在密封袋中解冻至室温,然后从袋中取出使用。

用斯坦利刀片,以正确的角度在预浸料上划。

对于体积层预浸料,可以在撕离膜的一面用马克笔方便的划线。
首先将样板转移到表面层预浸料,然后再到体积层预浸料。表面层预浸料仅一面有保护膜,并且该保护膜表面是蜡质光滑的,很难用马克笔划线,所以推荐的做法是在干布一面用刀片或其他锋利工具来刻痕。记得表面层轮廓要比体积层大一圈(几毫米),以确保气体排出去。标记表面层时,沿着样板一周稍微多几毫米去标记,这一点很容易做到。
体积层预浸料的两面都有保护层,并可以用马克笔很方便地做标记。这一点跟表面层不同。

Easy-Preg表面层预浸料,很容易用专业的复合材料剪刀或常用剪刀来裁剪。

对于体积层预浸料,最好用斯坦利刀来裁剪。
标记材料之后,就可以用斯坦利刀或剪刀进行裁剪了。
4. 铺设表面层预浸料
跟多数预浸料不同,Easy-Preg表面层预浸料是单面的,需要用特定对待,将有树脂膜的一面贴合模具。

小心地将Easy-Preg表面层预浸料上的保护层撕离。仅有一面有树脂膜。
慢慢的将表面层预浸料铺设在模具中,有树脂膜的一面朝下。

在模具平坦的区域,开始将预浸料贴合模具表面,一边按压一边滑动。

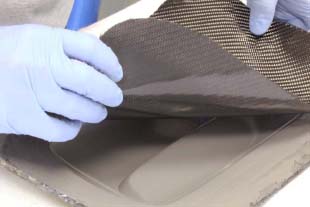
继续温柔的操作预浸料,使之贴合模具上的波浪型面。
首先,将预浸料保护膜细心的揭掉,树脂膜一面朝下,放入模具中。将预浸料轻轻放平到模具上大的、平整的区域,然后轻轻拉,使材料平滑地覆盖到更多复杂的区域。你可以发现用热风枪或者吹风机可以有效地使预浸料变柔软、易扭曲,更容易铺层。实际上你会惊讶预浸料在这方面是多么的可塑和有弹性,和干织物相比,你只需要一点耐心就可以将Easy-Preg预浸料铺到整个模具表面上。

用钝的工具(通常是自制的)按压预浸料紧密的贴合模具上的尖叫或拐角。

一旦铺好之后,将任何多余的材料剪掉,使得预浸料不超过模具的法兰边。
当铺覆预浸料(表面层或体积层)时,最基本的是确保材料贴合所有拐角而不能有任何“架桥”。因为预浸料的含胶量是精确控制的,它没有多余的树脂去流动并填补任何缺口或空隙,所以让预浸料非常亲密的贴合模具所有表面是极其重要的。当您第一次使用预浸料工艺的时候,很容易出现的问题就是产生气泡缺陷。
有很多钝器工具会帮助你将预浸料紧密贴实模具的角落,比如信用卡、刮冰器等。

像进气导管这样的波浪型面,需要用热风枪慢慢的加温,使预浸料更加柔软。

为了在材料连接处建立笔直的接缝,可以用纸胶带来标记直线。

然后将表面层预浸料从模具上剥开,沿着纸胶带裁剪材料。

然后另一边重叠在裁剪边上,可得到完美的接缝。
Easy-Preg预浸料的粘性特点,使得如何复杂的型面变得相对简单。

在裁剪微小多余材料的时候,复合材料小剪是非常有用的。
因为我们的预浸料具有优良的粘性,你会发现它粘到模具表面,无需任何喷胶或者其他粘合剂,预浸料加热后粘性略有提高,特别是如果你在较冷的条件下进行铺层。

